

Flera vanliga former av fräsprodukter visas i figur 4-1.
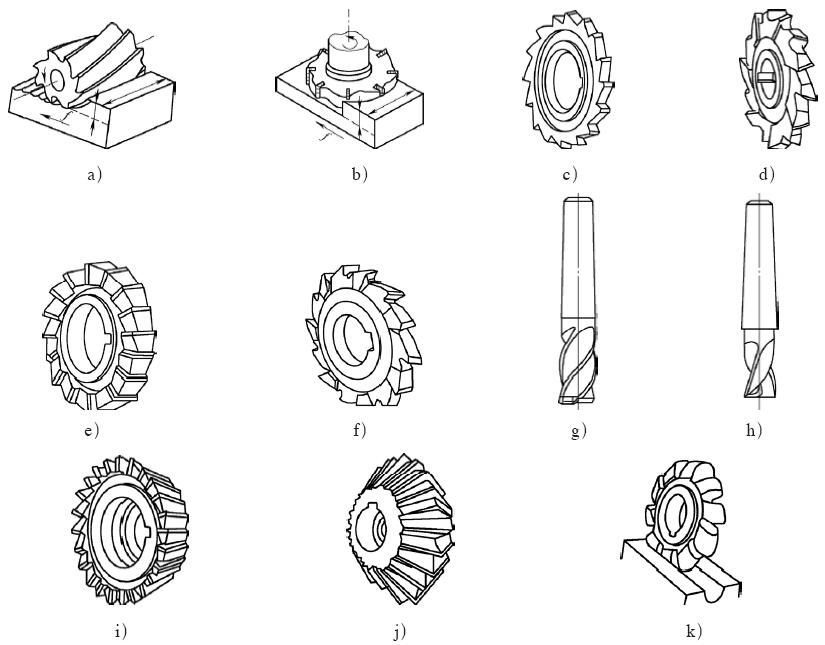
Figur 4-1 Typ avfräs
a)Cylindrisk planfräs
b)b) Planfräs
c)c) Spårfräs
d) Dubbelsidig planfräs
e) Tresidig planfräs
f) Tresidig planfräs med förskjuten tand
g) Pinnfräs
h) Kilspårfräs
i) Envinkelfräs
j) Dubbelvinkelfräs
k) Formande fräs
Klassificering av fräsar
(1) Klassificerad efter funktion
1. Cylindriskfräsaranvänds för att bearbeta plan på horisontella fräsmaskiner, och fräsens tänder är fördelade på fräsens omkrets. Enligt tandformen är den uppdelad i två typer: rak tand och spiralformad tand. Beroende på antalet tänder delas den upp i glesa tänder och täta tänder. De spiralformade och glesa kuggfräsarna har färre tänder, hög kugghållfasthet och stort spånhållningsutrymme, vilket är lämpligt för grov bearbetning; medan tättande fräsar är lämpliga för finbearbetning.
2. Planfräs används för att bearbeta plan på vertikal fräsmaskin, horisontell fräsmaskin eller portalfräsmaskin. Det finns knivtänder på ändytan och omkretsen. Planfräsar är också indelade i grova och fina tänder, och deras struktur har tre typer: integraltyp, skärtyp och vändbar typ.
3. Pinnfräsar används för att bearbeta spår och stegytor. Skärtänderna sitter på omkretsen och ändytorna och kan i allmänhet inte matas längs den axiella riktningen vid arbete. När pinnfräsen har en genomgående mitttand kan den matas axiellt.
4. Tresidig kantfräs används för att bearbeta olika spår och trappstegsytor, med tänder på båda sidor och omkrets.
5. Vinkelfräsar används för att fräsa spår i en viss vinkel. Det finns två typer av envinkelfräsar och dubbelvinkelfräsar.
6. Sågbladsfräs används för att bearbeta djupa spår och skära av arbetsstycket, och det finns fler tänder på omkretsen. För att minska friktionen under fräsning, finns det 15'~1° sekundära avböjningsvinklar på båda sidor av fräsarnas tänder.
7. Formfräsar Formfräsar används för att bearbeta formhåligheter eller stansbildande ytor. Formfräsar är utvecklade från pinnfräsar. Beroende på formen på arbetsdelen kan de delas in i tre typer: koniskt platt huvud, cylindriskt kulhuvud och koniskt kulhuvud. Hårdmetallformfräsar är mycket mångsidiga. Förutom att fräsa olika formhålrum kan de även ersätta handfilar och slipskivor för att rengöra blixten från gjutnings-, smides- och svetsningsarbetsstycken och för att jämna ut vissa formningsytor. Bearbetning etc. Fräsen kan användas på pneumatiska eller elektriska verktyg och dess produktivitet och livslängd är dussintals gånger högre än för slipskivor och filar.
8. Kuggfräsar Kuggfräsar som arbetar enligt profileringsmetoden eller den icke-instant center kuvertmetoden delas in i skivkuggfräsar och fingerkuggfräsar enligt olika former.
9. Gängfräs Ett verktyg för att fräsa gängor genom ett treaxligt eller mer än treaxligt länkagebearbetningscenter.
Dessutom finns kilspårfräsar, laxstjärtfräsar, T-spårfräsar och olika formfräsar.
(2) Klassificerad efter produktstruktur
1. Integral typ: Skärkroppen och skärtänderna är gjorda till en kropp.
2. Integral svetstand typ Fräständerna är gjorda av hårdmetall eller andra slitstarka verktygsmaterial och lödda på fräskroppen.
3.Sätt in tandtyp Tanden fästs vid verktygets kropp genom mekanisk klämning. Denna utbytbara skärtand kan vara ett skärhuvud tillverkat av integrerat skärmaterial eller ett skärhuvud tillverkat av svetsskärmaterial. En fräs med ett fräshuvud monterat på en fräskropp för skärpning kallas en invändigt slipad fräs; ett fräshuvud som slipats separat på en fixtur kallas en externt slipad fräs.
(Den här artikeln är vald från kapitel 4, avsnitt 1 i "Guide till val av CNC-verktyg")